The valves have great importance when it comes to control and regulation of flow in any industrial piping system. But, all valves do not meet the standards applied to them. In India, the Indian Boiler Regulation lays down rigid conditions with respect to equipment under rigorous pressure and temperatures, particularly steam and boiler applications. We, being one of the prominent IBR valve manufacturers, go one step further for producing those valves that are not only rugged and reliable but also meet all IBR certification requirements. In power plants, refineries, chemical industries, and process plants, where safety and performance are not negotiable, these valves become life-critical. An experienced IBR valve manufacturer manufactures and ensures design, testing, and stamping of each valve in accordance with the IBR code to make them readily installable into steam systems under regulation. On the other hand, fully certified IBR valves guarantee safe operations, longevity in service, and complete compliance with national standards, making them the only legal option with respect to high-pressure applications in India. IBR valve manufacturer Certified Valve Solutions for Industrial Demands An efficient IBR valve manufacturer must assure strength with precision and regulatory compliance. Our IBR-certified collection offers a complete range of gate valves, globe valves, check valves, blowdown valves, and stop valves for use on steam and high-pressure boiler lines. Regent Hitech Private Limited, an acknowledged industrial valve manufacturer, provides high-performance IBR valves developed with the help of state-of-the-art forging and casting methods. The valves undergo stringent quality control tests and are subject to mandatory IBR inspection before dispatch. Our IBR valves range from PN16 to PN64 pressure rating withstanding temperatures of up to 600 C, ready to work in severe conditions. The valves are fabricated using the best available materials, such as carbon steel, alloy steel, and stainless steel, to meet varying conditions of pressure and temperature. We carry out the hydrostatic testing procedure, radiographic inspection, material traceability, and third-party approvals from the IBR authorities. Whether you are installing a boiler system or upgrading it, our valves will fully satisfy the technical and regulatory requirements.
The applications for IBR-certified valves mostly include team, superheated water, or thermal fluids under high pressure. The IBR valve manufacturer of repute understands the intricacies involved in such systems and offers valves that offer goodness on both functional and safety grounds.
Usually, industries depending on IBR valves are:
Power Generation: Thermal and nuclear plants use certified valves in steam turbines and heat exchangers.
Refineries & Petrochemicals: High temperature and pressures are essential to the integrity of processes.
Boiler Plants: Flow control operations connected to boilers must be fitted with IBR valves.
Chemical Industries: Corrosive and high-pressure fluid systems require durable certified solutions.
The IBR valves must be approved by the Indian Boiler Board upon inspection and carry IBR stamping. The manufacturing process is supervised by IBR-approved inspectors to ensure it conforms fully to standards from material procurement right down to its final testing. The reliable IBR valve manufacturer assists in a smooth certification process and supplies documentation with every valve.
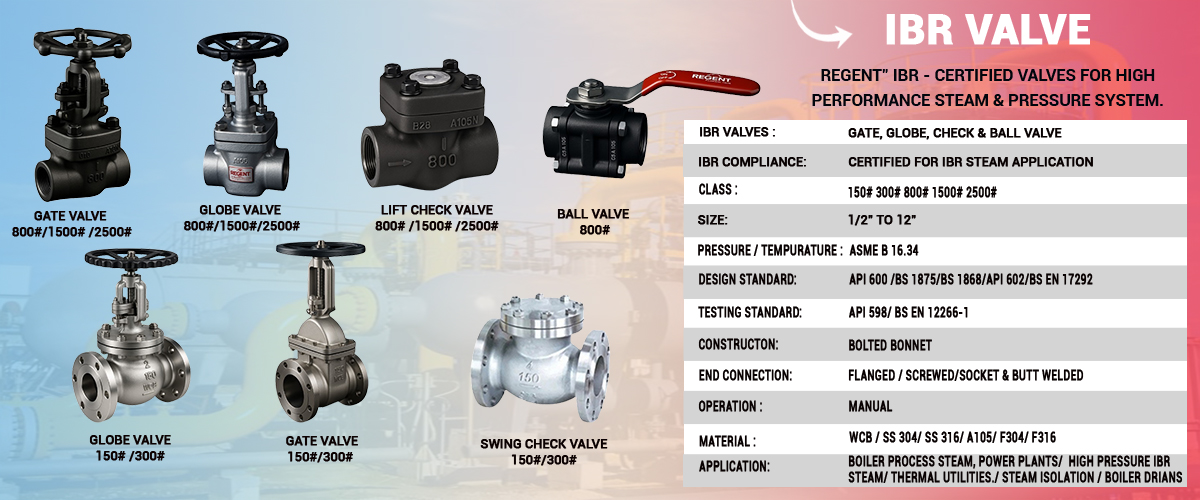
| Feature | Description |
| Certified by IBR Authority | Every valve is inspected and stamped by authorized IBR officers for legal use. |
| High-Pressure Durability | Designed to withstand temperatures up to 600°C and pressures up to PN64. |
| Material Versatility | Available in carbon steel, alloy steel, and stainless steel grades. |
| Accurate Shut-Off & Control | Precision-engineered for steam lines, blowdown, and condensate applications. |
An authentic manufacturer of IBR valves does not make just any valves. They manufacture reliability, compliance, and an assurance placed at the very back of a customer's mind. Being in association with a certified manufacturer ensures your operations are in line with regulatory standards without compromising quality and operational efficiency. Regent Hitech Private Limited with decades of experience maintaining a prime focus on engineering excellence is dedicated to manufacturing world-class IBR valves for various industries across India and abroad.
With the team of Regent Hitech Private Limited, we ensure complete transparency and efficiency at every stage from consultation through production to IBR inspection. Choose our certified solutions to upgrade your steam system with valves that bring long-term benefits and operational safety.