Reliable Solutions by a Pulp Valve Manufacturer Regent Hitech Private Limit is a reputable pulp valve manufacturer that caters to the demand for a variety of industrial grade valves specifically designed to address the issues associated with the pulp process. The pulp and paper process involves the transferring of thick, fiber rich and abrasive slurries, which requires heavy duty, abrasion resistant and precise valves for a very long period of time.
As a pulp valve manufacturer, the products are built to work effectively in high solid particles, varying pressure and in harsh chemical conditions. The pulp valves are employed in the following processes;
Pulp Stock Handling: This refers to measuring and controlling the reservoir of the liquid pulp at different levels of concentration.
Bleaching & Chemical Dosing Systems: Uses valves that are resistant to chemicals such as chlorine dioxide and hydrogen peroxide.
Black Liquor Recovery: Flow control of black liquor at elevated temperatures and pressures requires erosion and scaling resistant valves.
Paper Machine Water Systems: This entails many control valves and also washing cycles requiring valves that minimize plugging and offer high resistance to wear.
Refiners and Screening Sections: Fluid control in processing stages that comprise high concentration of fibrous material.
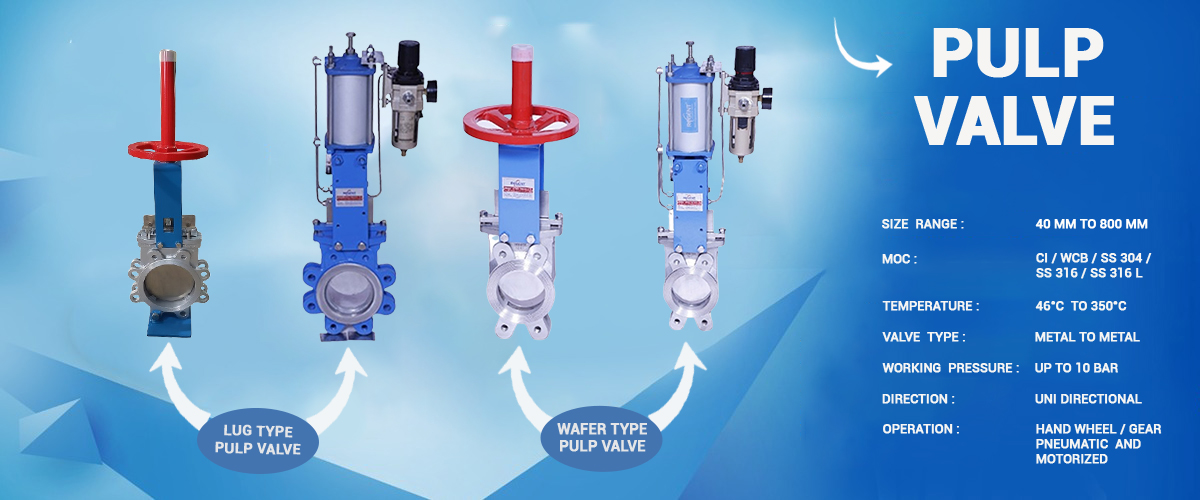
In terms of valve construction, there are knife gate valves, pinch valves and specially surfaced plug valves and serve to suit the challenges posed by the pulp industries to promote ease of appliance and long operating time. Being in the business of pulp valve manufacturing, regent hitech private limited has all the required materials and designs it takes to provide highly customized solutions at each step of any pulp and paper manufacturing process.
A testimony to why many pulp valve manufacturer processing plants spread across the globe prefer seeking our services is because of our quality, compatibility and customer service provided.
| Feature | Details |
|---|---|
| Heavy Slurry Compatibility | Designed for pulp stock and high-consistency fluids |
| Corrosion-Resistant Build | Withstands harsh bleaching and chemical environments |
| Anti-Clogging Design | Minimizes downtime in fiber-rich processing systems |
| Industry Applications | Used in pulping, screening, refining, and recovery sections |
| Trusted Manufacturer | Regent Hitech Private Limited – leading pulp valve supplier |
Regent Hitech Private Limited, a prominent pulp valve manufacturer, is known for its superior quality of valve provision for the work of the pulp and paper industries to overcome different challenges. The above mentioned metallurgy allows the slurry with high fiber content to be transferred just smoothly through the valve without any trouble of clogging. These materials also prevent corrosion and erosion and therefore, no problems occur in aggressive chemical environments including bleach plant and black liquor plant areas. Low maintenance requirements are incorporated into the design of pulp valve manufacturer, which increases their operational time and reduces the downtime in essential services. Given their high capacity to transmit fluids, they can be effectively used in many processes such as pulp making, separating, refining, or chemical adding. Our valves are made of knife gate, plug and pinch types with both modes of actuation: manual and automated and conform to the international standards. Regent Hitech Private Limited is a well-known company in the market for custom designed and durable valve systems.